Saldatura Keyhole: la guida definitiva per TIG e plasma | 2025
13 gen, 2025
La saldatura keyhole rappresenta oggi una delle più significative innovazioni nel campo della saldatura industriale, ridefinendo gli standard di qualità e produttività nel settore manifatturiero.
Se stai cercando di ottimizzare i tuoi processi di saldatura, ridurre i costi operativi e migliorare la qualità delle tue produzioni, questo articolo ti fornirà tutte le informazioni necessarie per comprendere perché questa tecnologia sta rivoluzionando il settore.
Dalla saldatura di componenti aerospaziali alla produzione di serbatoi industriali, esploreremo insieme come la saldatura keyhole può trasformare radicalmente i tuoi processi produttivi.
Cos'è la saldatura keyhole?
Dall'industria alimentare al settore aerospaziale, ovunque siano richieste saldature di alta qualità, molte aziende si affidano alla saldatura TIG.
Questo processo potrebbe essere paragonato a una limousine di lusso, di alta classe ma un po' lenta in termini di velocità, proprio questo può diventare un problema nei processi di produzione che utilizzano la tecnologia di saldatura TIG.
Il processo TIG può essere inefficiente a causa della sua bassa velocità, in particolare per materiali più spessi che richiedono più passaggi. Ma esiste un aiuto chiamato saldatura keyhole a passaggio singolo, che consente sia saldature perfette sia alte velocità di saldatura.
Come funziona la saldatura keyhole al plasma
Il principio della saldatura keyhole si basa su un arco con densità energetica particolarmente elevata. Si differenzia dalla saldatura TIG in quanto l'energia dell'arco è focalizzata su una piccola area anziché su una grande, il che comporta una penetrazione profonda e stretta.
Questo tipo di saldatura richiede metalli con scarsa conducibilità termica. Se il materiale di base ha una scarsa conducibilità termica, ne risulta un accumulo di calore in un'area concentrata, che è un prerequisito per il metodo keyhole.
Materiali e applicazioni
I materiali tipici utilizzati sono acciai ad alta lega o Duplex. Al contrario, migliore è la conducibilità termica, meno adatto è il materiale per la saldatura keyhole.
Se si desidera unire acciai legati utilizzando la saldatura keyhole è necessario tenere presente che le varie leghe si comportano diversamente dai metalli puri in termini di conducibilità termica. Ad esempio, il nichel ha una buona conducibilità termica. Tuttavia, quando utilizzato in una lega a base di nichel, ha una scarsa conducibilità termica ed è quindi perfettamente adatto alla saldatura keyhole.
Esempi di proprietà di saldatura in relazione alla conducibilità termica
Scarsi conduttori termici
Buone proprietà di saldatura keyhole / Titanio / Duplex / Leghe a base di nichel / Acciai Cr-Ni
Buoni conduttori termici
Scarse proprietà di saldatura keyhole / Rame / Alluminio / Nichel
Preparazione del giunto per la saldatura keyhole
Per una buona formazione della radice, l'arco deve bruciare liberamente sul lato inferiore del materiale. Si consiglia un'apertura minima di 8 x 8 millimetri.
PLASMA KEYHOLE WELDING
La saldatura keyhole al plasma è spesso utilizzata nella costruzione di serbatoi e tubazioni, nonché nella costruzione di apparecchiature in acciaio inossidabile e chimiche.
Un'applicazione tipica è la saldatura a giunto semplice di saldature longitudinali e circonferenziali su tubi, serbatoi e pavimenti a pareti spesse.
Giunto a squadra semplice
Gli spessori del materiale variano tra tre e dieci millimetri. Per spessori di parete superiori a 10 millimetri, la saldatura keyhole al plasma viene utilizzata principalmente per la saldatura della radice.

Vantaggi della saldatura keyhole
La tecnologia di saldatura keyhole ha rivoluzionato il settore della saldatura professionale, introducendo significativi miglioramenti sia in termini di efficienza che di qualità del risultato finale.
Analizziamo nel dettaglio i principali vantaggi che questa tecnologia offre rispetto ai metodi tradizionali.
Saldatura a passaggio singolo su spessori elevati
Uno dei vantaggi più significativi della saldatura keyhole è la capacità di eseguire saldature complete in un unico passaggio su spessori fino a 10mm.
Questo rappresenta un notevole avanzamento rispetto alle tecniche tradizionali che richiedono multiple passate, riducendo drasticamente i tempi di lavorazione e garantendo una penetrazione uniforme attraverso l'intero spessore del materiale.
Riduzione dei costi operativi
L'impatto economico della saldatura keyhole si manifesta attraverso diversi aspetti del processo produttivo. L'eliminazione della necessità di preparare i bordi, la riduzione del materiale d'apporto richiesto e la maggiore velocità di esecuzione si traducono in un risparmio significativo sia in termini di manodopera che di materiali.
Inoltre, la riduzione delle lavorazioni successive contribuisce ulteriormente all'ottimizzazione dei costi.
Qualità superiore della saldatura
La tecnologia keyhole assicura una penetrazione completa e uniforme, risultando in saldature di qualità superiore rispetto ai metodi tradizionali. La zona termicamente alterata (ZTA) risulta più contenuta, minimizzando le distorsioni del materiale e mantenendo inalterate le proprietà meccaniche nelle aree adiacenti alla saldatura.
La formazione controllata del keyhole garantisce inoltre una migliore fusione dei materiali e una struttura metallurgica più omogenea.
Maggiore efficienza produttiva
L'incremento della produttività si manifesta attraverso diversi fattori interconnessi. La velocità di saldatura superiore, combinata con l'eliminazione delle fasi di preparazione e la riduzione delle lavorazioni post-saldatura, permette di ottimizzare significativamente i cicli produttivi.
Questo si traduce in una maggiore capacità produttiva e in una riduzione dei tempi di consegna.
Versatilità e adattabilità
La saldatura keyhole dimostra una notevole versatilità nell'applicazione su diverse tipologie di materiali e geometrie. La possibilità di utilizzare questa tecnologia sia con il processo TIG che con quello al plasma la rende adattabile a molteplici scenari produttivi, dai piccoli laboratori alle grandi linee di produzione industriale.
La flessibilità del processo permette inoltre di gestire efficacemente variazioni nelle specifiche di saldatura senza compromettere la qualità del risultato finale.
Impatto ambientale ridotto
Un aspetto sempre più rilevante è l'impatto ambientale dei processi produttivi. La saldatura keyhole contribuisce alla sostenibilità attraverso:
-
minor consumo di materiale d'apporto
-
riduzione degli sprechi di materiale
-
minore consumo energetico per unità di saldatura
-
diminuzione delle emissioni grazie alla maggiore efficienza del processo
Pronto a rivoluzionare i tuoi processi di saldatura? Consulta i nostri esperti

Funzione e vantaggi della saldatura al plasma
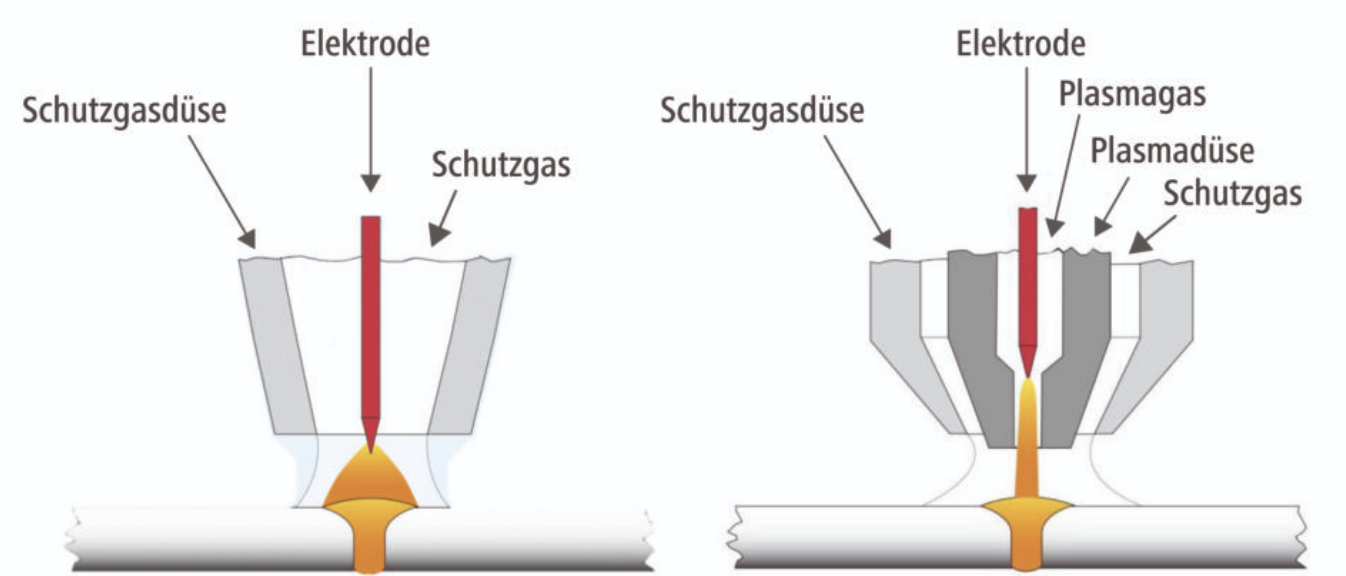
Nella tecnologia di saldatura, la saldatura al plasma è un processo in cui l'arco è ristretto dal gas al plasma. Ciò crea un arco concentrato e quasi cilindrico, che cambia in base al diametro dell'ugello al plasma e alla quantità di gas al plasma utilizzato.
Il getto di plasma stesso è composto da un getto di gas ionizzato e accelerato, che viene fatto passare attraverso un ugello al plasma speciale.
Arco TIG (temperature fino a 15000°C) vs Arco PLASMA (temperature fino a 30000°C)
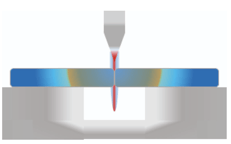
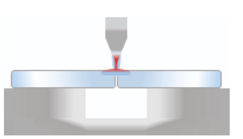
L'alta pressione del plasma forma quello che viene chiamato un keyhole all'inizio della cucitura, attraverso il quale il materiale di base viene fuso in tutta la sua profondità. Ciò consente di saldare materiali ad alta lega di cromo-nichel con spessori di parete fino a 10 mm utilizzando giunti a squadra semplice.
In genere viene utilizzato un filo freddo per riempire il keyhole e contrastare il cedimento della radice. La saldatura a passaggio singolo senza prelavorazione è possibile fino a uno spessore del materiale di otto millimetri.
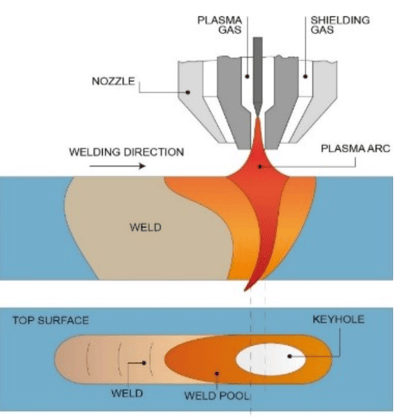
Come funziona la saldatura keyhole al plasma
La saldatura keyhole al plasma sfrutta temperature fino a 30.000°C, il doppio rispetto alla saldatura TIG tradizionale. Il processo si distingue per:
-
arco plasma altamente concentrato e confinato
-
formazione di un keyhole stabile attraverso lo spessore del materiale
-
gas plasma ionizzato che attraversa uno speciale ugello
-
penetrazione profonda e uniforme
La pressione del plasma crea un foro passante che consente la fusione completa del materiale in un unico passaggio, garantendo una penetrazione ottimale e una saldatura di alta qualità.
Processo keyhole al plasma
In confronto alla saldatura TIG, la saldatura keyhole al plasma offre notevoli vantaggi in termini di qualità e costo, nonché una velocità ineguagliabile:
-
evitare un dispendioso lavoro di preparazione delle cuciture (prelavorazione e smussatura dei bordi del pezzo)
-
riduzione del consumo di filo aggiuntivo a causa di volumi di riempimento minori (giunto a squadra semplice anziché giunto a Y o a U)

-
minore distorsione del componente a causa del minor apporto di energia
-
la minore distorsione del componente e il basso rinforzo della saldatura riducono al minimo le lavorazioni successive
TIG KEYHOLE WELDING
Diverse varianti di saldatura keyhole basate sul TIG sono state introdotte sul mercato nel tempo da diverse aziende. La maggior parte di esse sono state sviluppate appositamente per la saldatura meccanizzata di giunti. Proprio come la saldatura keyhole al plasma, la saldatura keyhole TIG viene spesso utilizzata laddove sono richiesti alti standard in termini di qualità delle cuciture e di convenienza economica.
Tuttavia, la saldatura keyhole TIG non è altrettanto adatta per unire materiali rivestiti, come lamiera zincata. La saldatura keyhole al plasma è particolarmente adatta in questo caso, poiché l'ugello al plasma protegge l'elettrodo e consente una maggiore durata.
Saldatura keyhole TIG Fronius: il processo ArcTig
Il processo di saldatura keyhole TIG di Fronius è noto come "ArcTig". Il sistema ArcTig rappresenta l'evoluzione della saldatura keyhole in ambito TIG.
Confronto tra keyhole TIG e plasma
Le differenze essenziali tra questo e il processo di saldatura keyhole al plasma sono molteplici.
| Caratteristica | Keyhole TIG | Keyhole plasma |
| Spessori ottimali | 3-10 mm | 3-12 mm |
| Complessità setup | Media | Alta |
| Costo attrezzatura | Medio | Alto |
| Versatilità | Molto alta | Alta |
| Materiali rivestiti | Limitato | Ottimo |
Invece di utilizzare gas al plasma, la tecnologia ArcTig utilizza un raffreddamento ad alte prestazioni su larga area per concentrare l'arco. Ciò ha permesso a Fronius di abbassare le temperature all'elettrodo di tungsteno fino alla punta dell'ago.
Ne risulta un arco altamente concentrato e quindi efficace. Anche in questo caso, la densità energetica è elevata e il processo viene utilizzato per la saldatura a passaggio singolo. Inoltre, non è richiesta alcuna pre-lavorazione e il processo può essere utilizzato per lavorare su materiali con uno spessore del foglio fino a dieci millimetri.
L'uso di ArcTig è vantaggioso anche per molti altri materiali. Questo è dovuto al fatto che ci sono meno parametri da considerare a causa dell'assenza di una fonte di alimentazione al plasma e di gas al plasma. Ciò semplifica la saldatura e risparmia tempo e, poiché non è richiesta né una fonte di alimentazione al plasma né gas al plasma, ne derivano notevoli risparmi sui costi.
Conclusioni
La saldatura keyhole ha dimostrato di essere molto più di una semplice evoluzione tecnologica, rappresentando un vero e proprio cambio di paradigma nel mondo della saldatura industriale. I vantaggi documentati in termini di velocità, qualità e riduzione dei costi la rendono una scelta strategica per qualsiasi azienda che punti all'eccellenza produttiva.
Ma come ogni tecnologia avanzata, il suo potenziale si esprime pienamente solo quando viene implementata correttamente. La differenza tra risultati mediocri e straordinari spesso risiede nella competenza di chi ti guida nell'adozione di questa tecnologia.
Non lasciare che la tua azienda rimanga indietro. I tuoi competitors stanno già esplorando queste possibilità, e ogni giorno di ritardo rappresenta un'opportunità persa di crescita e ottimizzazione.
È il momento di agire.
Contatta oggi stesso un nostro esperto per una consulenza personalizzata.

Non accontentarti di rimanere aggiornato sulle ultime tecnologie, diventa protagonista dell'innovazione nel tuo settore. I nostri esperti sono pronti ad aiutarti a trasformare le sfide di oggi nelle opportunità di domani.
La tua competitività futura inizia con una decisione oggi.
